レーザ加工技術のご紹介
レーザー加工機(レーザマーカ)による切断、穴あけ、表面改質、溶着、表面層の剥離などのレーザー加工実例のご紹介です。
レーザー加工機(レーザマーカ)の原理、ショットブラストや薬品処理(エッチング)、研磨加工、熱針/熱刃、焼印などの既存工法からレーザー加工への置き換え例、レーザー安全基準など、レーザー加工に必要な情報を分かりやすく説明します。

パナソニック インダストリー > 制御機器トップ > FAセンサ・システム > レーザー溶着機 > レーザ加工技術のご紹介 > レーザーの原理
|
レーザー(LASER)とは、Light Amplification by Stimulated Emisson of Radiationの頭文字をとったもので、「放射の誘導放出による光の増幅」ことです。 気体分子や固体の中にある電子をエネルギーの高い状態にしておき、そのエネルギーを光として外に放出するときに、光の往復などにより増幅を起こし、極めて純度の高い光(レーザー光)を放出する現象です。 レーザー光の特長として以下の項目が上げられます。
|
 |
この項では、レーザー光が出るまでの仕組みを、いくつかの重要なキーワードの解説を交えながらご説明いたします。
レーザー光は、自然の光や蛍光灯などの光に対して以下の特性を持っています。
| レーザー光の特性 | 一般の光 |
|---|---|
| ●指向性に優れている 一定の方向に光を放つ、光が広がりにくい  |
●色々な方向に光を放つ |
●単色性に優れている(単一の波長)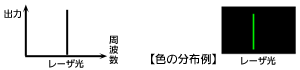 |
●様々な色の光(波長)が混ざり合っている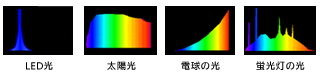 |
| ●干渉性に優れている レーザー光は位相(波の山と谷)が揃っているため、障害物に当たると干渉を起こしやすい 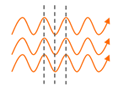 山と山が重なり合うと強め合い、谷と谷が重なると弱め合う |
●様々な波長が混ざり合うため干渉が目立たない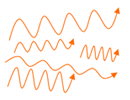 |
| ●エネルギー集中度が高い 指向性に優れるため、スポットを絞りやすく、エネルギー集中度が高い |
●光が進むにつれてエネルギーは減少する |
(分かりやすくするため、細かい説明は省きます)
|
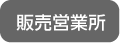
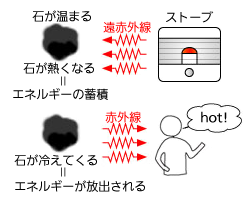
光とはエネルギー放出の一形態です。 物体に光を当てると物体はエネルギーを蓄積します。 逆に物体から光が放出されるとその物体が蓄積したエネルギーは無くなります。 |
 |
|
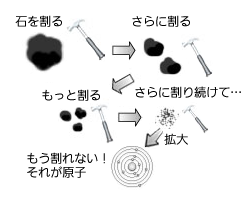
この事を原子を使って説明します。 |
 |
|
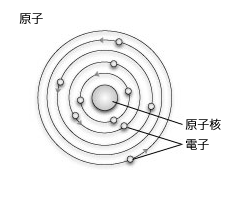
原子は、中心にある原子核とその周りを一定の軌道で運動する電子によって成り立っています。 物体=原子には次の様な大原則があります。
|
 |
物体にエネルギーを吸収・放出させる事により光を生み出します。
|
|
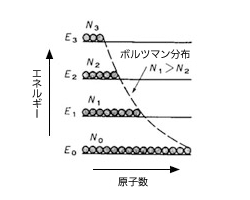
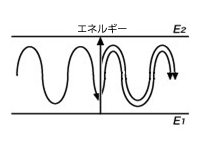
「励起」とはポンピングによってエネルギーの低い位置よりも高い位置に電子がたくさんいる状態の事を言います。
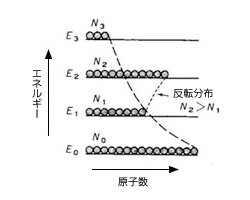
エネルギー準位の高い位置に電子がたくさんいる状態(エネルギーをたくさん貯め込んでいる状態)を「反転分布」と言います。
反転分布では、エネルギーの高い位置に電子がたくさんいるので、電子は大量に落ちることができます。
よって、光を大量に放出することが可能です。
|
|
||||
|
(CO2の場合、分子がポンピングされる) |
|||||
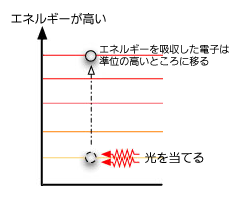
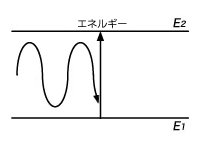
「光の放出」には2種類あります。
| 自然放出 | : | 電子が自然に落ちて光を発する。 |
|---|---|---|
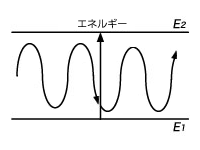
| 誘導放出 | : | 光が来ると、同じ波長と位相で光を放出する。 |
|
|
|
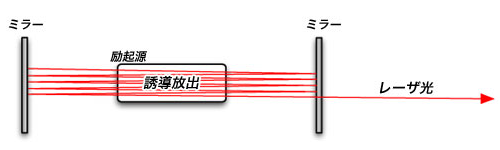
光が1つ来ると誘導放出が起き、波長と位相が揃った光が2つになる。
これがレーザー光です。
誘導放出されたレーザー光を2枚のミラーで折り返す様に反射させます。
反射された光は更なる誘導放出を雪崩(なだれ)式に引き起こし、大量の波長と位相が揃った光が発生します。
この事を増幅と言います。
増幅した光を取り出すと強力なレーザー光になります。
|
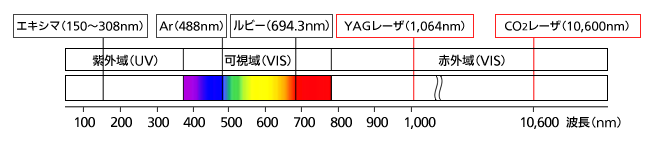
レーザー光は波長ごとに分類することができます。
波長が違うことで、同じ対象ワークにレーザー光を照射した際にも吸収率に違いが出るため、印字の見栄えや煙の量に違いが出たり、材質の得意・不得意が出ます。
また、発振器の構造自体が全く違うため、サイズや寿命、消費電力等、仕様の違いも出てきます。
|
パナソニックでは、CO2波長(10,600nm)のものと、YAG波長(1,060~70nm)のもの、2つの波長のレーザマーカ(レーザー加工機)を取り扱っています。
技術に関するお問い合わせ
FAデバイス技術相談窓口
 0120-394-205
0120-394-205
受付時間 9:00 - 17:00 (12:00-13:00、当社休業日を除く)