基本資訊

Simple & High Quality



CE : 2019年9月以後的生產品
GB : 符合GB 44703, GB/T 7247.1
特點
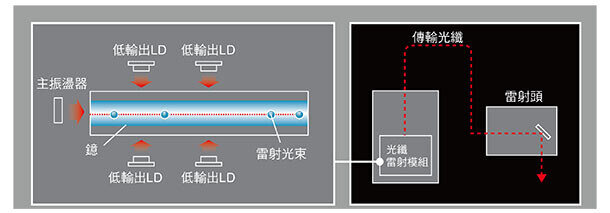
脈衝發振光纖雷射雕刻機(FAYb雷射)
FAYb方式
「FAYb雷射」是一種具有劃時代意義的方式,是指從主振盪器發振出的微弱雷射穿過添加有Yb(鐿)稀土元素的光纖內,從而實現增幅,輸出較強的雷射。
壽命長,可靠性高
LD中採用了以高度可靠性和耐久性而著稱的InGaAs(銦鎵砷)。另外,由於LD僅在印字過程中出光工作,因此可減少熱負載,實現極長的壽命。
高效、節能
在添加有鐿的光纖內使雷射增幅,因此可實現約50%的光-光轉換效率。
雷射頭的小型化
不同於YVO4等的固體雷射發生方式,光纖式可將增幅部分安置在發振器內,使雷射頭實現小型化,從而有助於設備的小型化。
保護構造IP64
無風扇小型雷射頭
雷射頭的堅固性秉承了採用無風扇構造的LP-M系列。可防止水滴和粉塵侵入雷射頭內,避免引發故障。
安裝作業輕鬆自如。
可拆卸式雷射頭
以往控制器和雷射頭不可分離的機型,在安裝到設備上和要進行維護時,都需要取下重量超過10kg的雷射頭。而今雷射頭採用可拆卸式機構,由於可分開安裝控制器和雷射頭,因此安裝設備時和進行維護時,均可大幅削減工時。

電源抗干擾對策
在生產現場,需要使用大電流的裝置以及周邊環境會產生各種電氣性干擾,這些干擾會對裝置上所搭載的機器內部的部品產生影響,從而可能引發故障。為此,很多生產現場都會在裝置上安裝UPS(不斷電供應系統裝置)等,採取抗干擾對策。而LP-RF系列為使客戶在生產現場放心使用雷射雕刻機,在控制器中搭載了電源變壓器和壓敏電阻等抗干擾部品,保護雷射雕刻機內部部品不受電氣性干擾的影響,從而將故障防範于未然。

與影像處理裝置直接連動
自動補正位置 印字&讀取確認
配備有與影像處理裝置PV230系列直接連動的功能。無需PLC,即可完成一系列的操作:對粗糙安裝的工件的位置進行讀取,對雷射照射位置進行補正後印字,並進一步核對已刻印的QR碼等資訊是否正確。
自動補正位置

利用PV230讀取已安裝的工件的位置
雷射刻印

根據已讀取的位置資訊,對角度進行補正後,利用LP-RF進行印字
讀取、核對代碼

與印字資料相對照,確認已刻印的二維碼資料是否為可正確讀取的資訊。
安全方面的考慮
互鎖回路的雙重化
雙重搭載採用接觸器的互鎖回路。發生異常時,可切實切斷雷射電源。另外,還有斷線檢測、誤照射檢測功能等,安全方面的功能也十分充實,使客戶可放心使用。

想像的效果,由雷射雕刻機直接呈現
Laser Marker NAVI Smart
簡單的印字設定與維護、能減少導入和運作時的工時。利用電腦和平板電腦,即可隨心所欲地設定字串、Logo、二維碼等。另外,可根據使用環境來自訂畫面佈局, 還能根據使用者的目的來更改“設定者”、“操作者”等的顯示。

3步完成簡單設定
(1)對希望刻印的字串和圖進行配置

(2)對雷射照射的條件進行設定

(3)利用﹝測試刻印﹞來照射雷射

設定嚮導,為您呈現最佳刻印效果
智慧設定條件的功能

將雷射功率、掃描速度、脈衝頻率等刻印條件的設定訣竅集中到一鍵式功能(one touch)。從多達14種材質的圖像中,一鍵選擇所需要的刻印狀態。
鐵、不銹鋼(淺刻印)

鋁(深度刻印)

PC(白)

鐵、不銹鋼(深度刻印)

ABS(白)

PP(黑)

※: 使用外掛程式時,需要安裝Adobe® Illustrator®(Windows版)。關於Adobe® Illustrator®的對應版本,請另行查詢。
用途
軸承







規格
| 型號 | LP-RF200P | |
|---|---|---|
| 適用規範及認證 | FDA規則、CE標誌(註7)[機械指令(嵌入宣言)、EMC指令、RoHS指令]、中国GB 44703, GB/T 7247.1 | |
| 印字雷射 | 雷射種類 | Yb:光纖雷射 波長:1,064nm 4級雷射 |
| 發振器平均輸出 | 20W | |
| 加工點平均輸出(註1) | 17W(±5%)脈衝發振 (脈衝週期:5μs~50μs) | |
| 雷射嚮導・指示器 | 紅色半導體雷射 波長:655nm 2級雷射、最大輸出: 1mW 以下 | |
| 掃描方式 | 振鏡掃描方式 | |
| 印字範圍 | 90mm × 90mm | |
| 工件間距離(註2) | 190mm | |
| 掃描速度(註3)(註4) | 最大12,000mm/s | |
| 對應的線速度(註4) | 最大240m/min. | |
| 文字 | 英文大寫字母、英文小寫字母、數位、片假名、平假名、漢字(JIS 第一水準、JIS 第二水準)、符號、客戶登錄文字(最多可設定50種)、TrueType、簡體中文:GB2312第1級、第2級 | |
| 條碼 | CODE39、CODE93、CODE128(GS1-128)、ITF、NW-7、EAN/UPC/JAN GS1 DataBar Limited、GS1 DataBar Stacked、 GS1 DataBar Limited CC-A、GS1 DataBar Stacked CC-A | |
| 二維碼 | QR碼、微型QR碼、iQR碼、 資料矩陣、GS1 數據矩陣、PDF417 | |
| 圖形資料(註5) | VEC、 DXF、 HPGL、 BMP、 JPEG、 AI、 EPS | |
| 輸入輸出埠 | I/O 端子台(40 針)、 I/O 連接器(40 針) | |
| 介面 | EIA-RS-232C、Ethernet、EtherNet/IP(註6)(註7)、PROFINET(註6)(註7) | |
| 冷卻方式 | 雷射頭:自然空冷、控制器:強制空冷 | |
| 電源電壓(註8) | 180V - 264V AC(包括電源電壓波動±10% )、 頻率 50/60Hz | |
| 消費電力(消費電流)(註9) | 370VA 以下(2.1A以下) | |
| 保護構造 | 放射頭:IP64 | |
| 使用環境溫度(註10)(註11) | 0℃~+40℃ | |
| 保存環境溫度(註10) | -10℃ ~+60℃ | |
| 使用環境濕度(註10) | 35 ~ 85%RH | |
| 重量 | 雷射頭 | 約8kg |
| 控制器 | 約37kg | |
| 附屬軟體 | Laser Marker Smart Utility (Laser Marker NAVI smart、資料編輯軟體、ExportVEC、字體自製軟體) | |
| Laser Marker NAVI smart的顯示語言 | 日文、英文、中文(簡體字、繁體字)、德文、韓文 | |
| 附帶軟體對應的作業系統 (註12)(註13) | Windows® 11 Pro(64bit) | |
(註1):設定功率最大時、加工點為輸出。(出貨時)
(註2):關於工件間距離,各產品會存在約±0.5mm的個體差。
(註3):該值表示可輸入的設定範圍。關於可確保印字、加工品質的設定值,則因印字條件和對象材質而異。
(註4):因設定資料的內容而異,有的情況下可使用的掃描速度的上限會受到限制。
(註5):VEC是雷射雕刻機專用的圖形檔案格式。使用AI、EPS格式的圖形檔時,需要使用附帶軟體「ExportVEC」事先轉換為VEC格式。
(註6):請另外準備通訊配件。
LP-ANW10 : EtherNet/IP、LP-ANW11 : PROFINET
PROFINET為PROFIBUS and PROFINET International 的註冊商標。
EtherNet/IP為ODVA (Open DeviceNet Vendor Association Inc.) 的註冊商標。
(註7):2019年9月開始生產的產品。
(註8):自動切換頻率。
(註9):啟動時的衝擊電流 (代表值) 如下所示。
(流過時間:10ms以下) 220VAC時:64A
(註10):控制器、雷射頭共通。應無凝露和結冰。
(註11):雷射功率設定值在46以上的情況下:0°C ∼ +36°C,
雷射功率設定值在不足46的情況下:0°C ∼ +40°C。
(註12):Microsoft以及Windows是美國Microsoft Corporation在美國以及其他國家的註冊商標或商標。
(註13):Microsoft公司已經停止支援OS版本、不在OS對應版本內。
注意
■關於雷射
- 本產品相當於JIS標準的4級雷射。請注意避免目視或接觸雷射的直射光及其反射光,請根據標準內容採取適當的安全措施。
- 產品上黏貼有下方所示的標籤。 (本樣本內的產品照片上未黏貼標籤)
- 由於雷射為紅外光,因此肉眼是看不到的。雷射激發時,請特別注意。

警告、說明、開口標籤
■推薦使用吸塵器
- 因印字物件物的不同,有時會在印字時產生有毒氣體和煙霧,對人體以及雷射雕刻機造成不良的影響。在此情況下,請使用吸塵器。詳細情況,請垂詢營業擔當人員。
■關於符合規範與認證
- 有關本產品所符合之法規與認證的詳細資訊,請參閱《安裝與維護指南》。《安裝與維護指南》可於本公司網站下載。
尺寸圖
- 單位mm
LP-RF200P
雷射頭

A:雷射射出口的直徑(凸起部分):ø100mm
B:工件間距離:190mm
C:印字範圍(X,Y):90mm×90mm
D:雷射指示器射出口:ø26mm(透鏡部分:ø20mm)
E:印字範圍的中心位置
F:外框接地用螺絲:M4螺絲、深度5
G:雷射頭部分固定螺孔(10處*):M6螺絲、深度6
*:安裝時,請對6處以上進行固定。
H:雷射頭部分定位用針孔:孔ø4+0.10、深度5
(註1) :2021年8月以前生產的產品為377mm。
光纖模組
拆下光纖模組時

(註2) :2021年8月以前生產的產品為46mm。
(註3) :2021年8月以前生產的產品為382mm。
控制器

※雷射雕刻機本體不附帶控制器電源線。(另售)